 Skip to content
Skip to content 
In every electrical system—whether inside an airplane, a robot arm, or a smart home appliance—wire insulation is the unsung hero that keeps everything running safely. While conductors carry electricity, insulation ensures that this flow of power remains under control, preventing dangerous short circuits, fires, and system failures. Despite being a thin outer layer, insulation determines a wire’s durability, temperature resistance, flexibility, and overall safety.
Wire insulation is the non-conductive layer surrounding a metal conductor, designed to prevent electrical leakage, short circuits, and environmental damage. It determines the wire’s voltage rating, temperature resistance, and flexibility, making it essential for both safety and performance.
From a data center in Germany to an EV factory in China, engineers spend hours selecting the right insulation—PVC, PTFE, silicone, or XLPE—because the wrong choice can cause costly downtime or even equipment failure. Let’s explore how insulation materials evolved, what makes them different, and how to select the best one for your next project.
What Is Wire Insulation?
Wire insulation is a non-conductive protective layer surrounding electrical conductors. It prevents electric shock, short circuits, and overheating while shielding the wire from heat, chemicals, and moisture. Proper insulation ensures reliability, safety, and compliance with international standards in every electrical system—from household wiring to aerospace applications.
Definition and Core Function of Wire Insulation
At its simplest, wire insulation is the barrier that separates electricity from everything it could damage. Every copper or aluminum wire conducts current—but that current must be controlled. The insulation, made from a non-metallic dielectric material, confines electrical energy within the conductor, preventing contact with nearby wires, metal surfaces, or human skin.
In practice, insulation performs three simultaneous functions:
- Electrical protection – keeping current inside the conductor to prevent shock or arcing.
- Mechanical protection – resisting cuts, abrasion, and vibration damage.
- Environmental protection – shielding against moisture, UV, chemicals, and temperature changes.
A well-engineered insulation layer transforms a bare conductor into a reliable and durable electrical component, capable of handling its rated voltage and operating safely over years of use.
Why Is Wire Insulation So Important?
Without insulation, even a small circuit could become catastrophic. Studies from UL and IEC show that over 30% of electrical fires originate from insulation failure—either from overheating, mechanical abrasion, or exposure to oil and chemicals. Insulation protects people and equipment by maintaining the integrity of the electrical path under stress.
In industrial and commercial settings, insulation also influences system efficiency. A degraded or porous insulation layer increases leakage current and power loss, while proper materials ensure stable impedance, essential for data or signal cables. In other words, the quality of insulation directly defines both electrical performance and system safety.
For this reason, every professional cable—whether used in EV batteries, medical imaging systems, or factory robotics—undergoes strict insulation testing:
- Dielectric strength (to withstand voltage)
- Insulation resistance (to prevent leakage)
- Flame retardancy (to prevent spread of fire)
- Aging tests (to simulate long-term use)
Sino-conn, for instance, performs a triple quality inspection process—production monitoring, final inspection, and pre-shipment spark testing—to guarantee insulation consistency and safety compliance for each wire assembly.
The Three Major Categories of Wire Insulation
Wire insulation materials are broadly classified into three performance categories. Understanding them helps engineers and buyers select the right wire for each environment.
| Category | Example Materials | Temperature Range (°C) | Key Characteristics | Typical Applications |
|---|---|---|---|---|
| Thermoplastic | PVC, PE, Nylon | –20 to +105 | Cost-effective, easy to mold, resists mild chemicals | Home wiring, appliances |
| Thermoset | XLPE, EPR, Rubber | –40 to +150 | Cross-linked, heat-stable, resistant to deformation | Automotive, heavy equipment |
| Fluoropolymer | PTFE, FEP, ETFE | –65 to +260 | Chemically inert, extreme heat & chemical resistance | Aerospace, defense, data systems |
- Thermoplastic insulation softens under heat and is reformable. It is ideal for cost-sensitive or low-temperature applications.
- Thermoset insulation is cross-linked, meaning it cannot melt again—perfect for environments that face high heat or mechanical stress.
- Fluoropolymers, such as PTFE (Teflon) and FEP, deliver unparalleled chemical resistance and dielectric performance, ideal for mission-critical cables.
By choosing the right category, manufacturers balance safety, flexibility, and durability according to end-use requirements.
The Science Behind Dielectric Strength and Temperature Rating
The dielectric strength of insulation measures how well it resists electrical breakdown. For example, PVC withstands 400–600 V/mil, while PTFE surpasses 2000 V/mil. This value determines how much voltage the insulation can safely contain before current “jumps” through it. Similarly, temperature rating defines how much heat the insulation can tolerate without losing mechanical integrity. Exceeding this limit causes cracking, melting, or hardening—eventually leading to system failure.
Insulation performance depends on molecular structure:
- Cross-linked polymers (like XLPE) maintain strength even when hot.
- Fluoropolymers feature carbon-fluorine bonds—the strongest in organic chemistry—making them virtually immune to chemical degradation.
- Elastomers like silicone retain flexibility even at sub-zero temperatures.
In high-voltage or high-frequency systems, insulation design even affects signal transmission quality, since dielectric properties influence capacitance and impedance. That’s why modern engineers view insulation not as a mere coating but as an engineered electrical component.
Which Materials Are Commonly Used for Wire Insulation?
The most common wire insulation materials include PVC, XLPE, PTFE (Teflon), Silicone Rubber, and Polyethylene (PE). Each offers different levels of temperature resistance, flexibility, dielectric strength, and chemical durability, making the right choice critical for reliable performance and compliance in industrial, automotive, or aerospace applications.
Understanding Material Selection in Cable Design
Selecting insulation is never just about cost — it’s about balancing performance, environment, and longevity. Each material determines how a wire will behave under heat, voltage stress, movement, or chemical exposure. For Sino-conn engineers, insulation is a strategic decision, not a simple covering: the wrong material can cause cracking, electrical leakage, or early system failure.
Insulation materials must meet several criteria:
- Dielectric strength – resistance to electrical breakdown
- Thermal range – endurance under high or low temperatures
- Chemical resistance – protection from oils, solvents, acids, and UV
- Mechanical strength – flexibility and resistance to abrasion
- Compliance – UL, ISO, REACH, and RoHS safety certification
Below we break down the five most widely used insulation materials and their distinct technical characteristics.
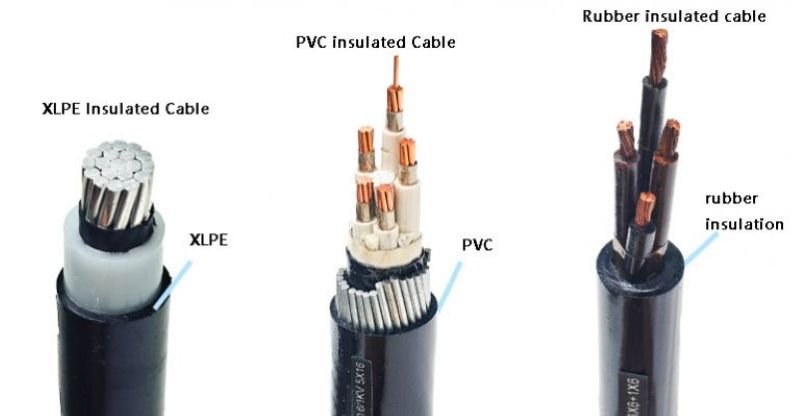
1. PVC (Polyvinyl Chloride)
PVC remains the world’s most widely used insulation material due to its cost-effectiveness and adaptability.

It can be easily extruded, colored, and blended with flame retardants, stabilizers, and plasticizers to match diverse applications.
Key Performance:
- Temperature range: –20°C to +105°C
- Dielectric strength: 400–600 V/mil
- Resistant to abrasion, chemicals, and sunlight
- Available in soft (flexible) or rigid grades
Applications:
Consumer electronics, building wiring, automotive harnesses, communication cables, and industrial control wiring.
Advantages:
Low cost
Easy to process and color-code
Flame-retardant variants available
Limitations:
Limited high-temperature tolerance
May harden and crack with prolonged UV or oil exposure
2. XLPE (Cross-Linked Polyethylene)
XLPE is a thermoset insulation known for its cross-linked molecular structure. This process creates a stable network that doesn’t melt when reheated, giving it superior temperature and deformation resistance compared to standard PE or PVC.

Key Performance:
- Temperature range: –55°C to +150°C
- Dielectric strength: ~800–1000 V/mil
- Excellent mechanical toughness and chemical resistance
- Maintains insulation integrity under heavy current loads
Applications:
Power transmission cables, EV wiring, renewable energy systems, and heavy industrial machinery.
Advantages:
High heat and voltage resistance
Exceptional long-term aging and oxidation stability
Excellent electrical insulation under load
Limitations:
More difficult to recycle than thermoplastics
Slightly higher manufacturing cost
3. PTFE (Teflon)
PTFE (Polytetrafluoroethylene), known commercially as Teflon, is a fluoropolymer insulation offering unmatched thermal and chemical stability. It remains flexible across an extreme temperature range and is almost completely non-reactive.
Key Performance:
- Temperature range: –200°C to +260°C
- Dielectric strength: 2000–2500 V/mil
- Non-stick, chemically inert, moisture-proof
- Retains performance under vacuum or radiation
Applications:
Aerospace wiring, defense electronics, medical devices, high-frequency data cables, and laboratory instrumentation.
Advantages:
Extreme temperature and chemical resistance
High dielectric stability for precision signals
Excellent flame and arc resistance
Limitations:
High cost
Requires specialized extrusion equipment
4. Silicone Rubber
Silicone rubber insulation provides extraordinary flexibility, even at freezing temperatures. It’s an elastomeric compound that retains elasticity under constant movement or vibration, making it perfect for robotics and automotive harnesses.

Key Performance:
- Temperature range: –60°C to +200°C
- Dielectric strength: 600–800 V/mil
- Superior flexibility and weather resistance
- Non-toxic and halogen-free
Applications:
Industrial robotics, EV charging cables, high-temperature sensors, medical equipment, and lighting systems.
Advantages:
Remains flexible in extreme cold
Resistant to aging, ozone, and UV
Safe for halogen-free and eco-sensitive designs
Limitations:
More prone to cuts and abrasion compared to PVC or XLPE
Higher price than standard thermoplastics
5. Polyethylene (PE) and Related Variants
PE is valued for its low dielectric constant and excellent moisture resistance, making it ideal for RF, data, and coaxial cables. Variants like LDPE (low-density) and HDPE (high-density) offer flexibility and strength options, while foamed PE enhances signal transmission by reducing capacitance.

Key Performance:
- Temperature range: –40°C to +90°C
- Dielectric strength: 400–500 V/mil
- Excellent moisture barrier
- Low signal loss at high frequencies
Applications:
Telecommunications, LAN cables, coaxial RF systems, and marine wiring.
Advantages:
Lightweight and affordable
Low dielectric loss for data transmission
Highly moisture-resistant
Limitations:
Melts under sustained heat
Limited mechanical durability compared to cross-linked materials
Comparison Table: Common Wire Insulation Materials
| Material | Category | Temp Range (°C) | Dielectric Strength (V/mil) | Flexibility | Chemical Resistance | Typical Use |
|---|---|---|---|---|---|---|
| PVC | Thermoplastic | –20 to +105 | 400–600 | Moderate | Fair | General wiring, appliances |
| XLPE | Thermoset | –55 to +150 | 800–1000 | Moderate | Excellent | Power, EV, solar |
| PTFE | Fluoropolymer | –200 to +260 | 2000+ | High | Excellent | Aerospace, medical |
| Silicone | Elastomer | –60 to +200 | 600–800 | Very High | Good | Robotics, automotive |
| PE | Thermoplastic | –40 to +90 | 400–500 | Moderate | Very Good | Data, telecom, marine |
How Is Wire Insulation Applied During Manufacturing?
Wire insulation is applied through an extrusion process, where molten insulating material—such as PVC, XLPE, or PTFE—is heated and coated around a conductor before being cooled and tested. The process involves conductor preparation, extrusion, curing or cross-linking, cooling, and quality inspection, ensuring the insulation meets mechanical, thermal, and electrical standards for long-term reliability.
1. Conductor Preparation
Before insulation begins, the conductor must be perfectly clean and dimensionally precise. Even microscopic contamination can cause weak adhesion or air gaps in the insulation layer, leading to dielectric breakdown.
Steps involved:
- Wire drawing and annealing – Copper or aluminum rods are drawn to the target gauge (e.g., AWG 6 to AWG 40) and heat-treated to achieve uniform softness.
- Surface cleaning – The wire passes through alkaline degreasing and electro-cleaning to remove oxides or residual oils.
- Pre-treatment coating – In some applications, a thin primer is applied to improve bonding between metal and insulation.
Result: A conductor that is smooth, defect-free, and ready to bond uniformly with its insulating layer.
2. Extrusion
The extrusion process is the heart of insulation manufacturing. It transforms raw polymer pellets into a continuous, uniform coating around the conductor.
How Extrusion Works
- Material feeding: Granules of PVC, PE, or other insulating compounds are fed into a heated extruder barrel.
- Melting and mixing: The material is gradually melted by a screw mechanism that ensures even temperature and pressure distribution.
- Extrusion die application: The molten material exits through a die that precisely forms the insulation thickness around the conductor as it passes through the center.
- Cooling: The newly coated wire immediately enters a water trough or air cooling system, solidifying the insulation layer.
The goal is to achieve a concentric, pinhole-free coating with a consistent outer diameter (OD). Advanced lines at Sino-conn use laser micrometers and automatic thickness feedback systems to maintain OD tolerances within ±0.02 mm.
Common Extrusion Methods
| Method | Description | Used For |
|---|---|---|
| Pressure extrusion | Material is forced under pressure around conductor | PVC, PE, general purpose cables |
| Tubing extrusion | Insulation tube formed separately, then shrunk over conductor | PTFE, fluoropolymer cables |
| Foam extrusion | Gas or chemical foaming reduces dielectric constant | Coaxial, data, RF cables |
Fact: Sino-conn can switch between extrusion methods within hours, allowing rapid sampling (3 days) for different insulation materials per client request.
3. Cross-Linking or Curing
For thermoset insulations like XLPE or silicone rubber, the process doesn’t end after extrusion. These materials require cross-linking, which chemically bonds polymer chains to increase heat and mechanical resistance.
Common cross-linking methods:
- Silane cross-linking: Using moisture and catalysts to form stable molecular bridges (common for XLPE).
- Radiation cross-linking: Exposing insulation to controlled electron-beam radiation for precise curing.
- Peroxide cross-linking: Applying heat and peroxide agents to initiate chemical bonding.
After cross-linking, insulation becomes non-melting and dimensionally stable, ensuring it can handle sustained temperatures up to 150–200 °C without deformation.
Sino-conn’s process employs continuous online curing ovens that guarantee consistent cross-link density, monitored by infrared temperature sensors and in-line dielectric testing.
4. Cooling and Tension Control
Proper cooling is critical to maintain dimensional accuracy and mechanical properties. Rapid cooling may induce internal stress, while slow cooling may lead to uneven surfaces.
Two key cooling systems:
- Water bath cooling – The most common method for PVC and PE insulation, using multi-stage temperature zones.
- Air cooling – Used for high-temperature insulations like PTFE or silicone to avoid thermal shock.
During this stage, automatic take-up reels ensure consistent tension and pitch, preventing elongation or compression of the insulation layer.
5. Quality Inspection and Testing
Every insulated wire undergoes a 100% inspection before it leaves Sino-conn’s production line.
Testing ensures the insulation meets both mechanical and electrical standards required by OEM and UL regulations.
Standard Tests Performed
| Test Type | Purpose | Typical Standard |
|---|---|---|
| Spark test | Detects pinholes or weak spots in insulation | UL 1581, IEC 60332 |
| Dielectric strength test | Measures breakdown voltage | UL 2556 |
| Insulation resistance | Confirms leakage prevention | IEC 60227 |
| Tensile & elongation test | Evaluates flexibility and durability | ISO 527 |
| Aging test (thermal & UV) | Simulates long-term exposure | ASTM D2671 |
| Chemical & oil resistance | Ensures stability in harsh environments | REACH, RoHS |
Sino-conn performs three inspection stages — in-process, final, and pre-shipment — and maintains digital QC traceability for every production batch. Certificates such as UL, ISO, and REACH compliance accompany each delivery, making documentation seamless for global clients.
Technological Advancements in Wire Insulation Manufacturing
Modern insulation production integrates smart automation and real-time analytics.
At Sino-conn, these innovations ensure superior quality and faster turnaround:
- Closed-loop extrusion control: Automatically adjusts screw speed and temperature to maintain OD uniformity.
- Infrared thermal imaging: Detects hot spots or uneven curing in real time.
- AI-based defect recognition: Uses vision systems to identify surface flaws or micro-bubbles instantly.
- Energy-efficient extruders: Reduce waste by up to 20% compared to traditional systems.
What Are the Key Performance Factors for Wire Insulation?
Critical insulation properties include voltage and temperature rating, environmental resistance, mechanical durability, and compliance with safety standards like UL, RoHS, and REACH.
Temperature and Voltage Ratings
Temperature and voltage define operational limits. For example, a 600V 105°C PVC wire may fail in a 150°C industrial motor, while PTFE easily tolerates such heat. Over-rating insulation for future conditions increases reliability and lifespan.
Environmental Resistance
Industrial environments expose cables to oil, UV light, ozone, and corrosive chemicals. Silicone and fluoropolymers provide superior resistance compared to PVC, which can harden over time. In marine or outdoor setups, weatherproof insulation is critical.
Flame Retardancy and Compliance
UL94, RoHS, and REACH certifications ensure the insulation doesn’t release toxic fumes or propagate flame. Halogen-free insulation is now preferred for sustainable designs, especially in Europe and Japan.
Can You Use Electrical Tape as Wire Insulation?
While electrical tape can provide short-term protection, it is not a true replacement for factory-applied insulation. Tape lacks consistent thickness, adhesive longevity, and temperature stability. It’s acceptable for quick repairs, but not for permanent or high-voltage connections. Over time, adhesives can dry out, leading to shorts or corrosion.
Which Applications Use Specialized Insulation Types?
Specialized wire insulation types—such as PTFE, XLPE, silicone rubber, and fluoropolymers—are used in demanding industries like aerospace, automotive, medical, renewable energy, and industrial automation. Each insulation type is engineered for specific stress factors such as heat, vibration, voltage, or chemical exposure, ensuring reliability, safety, and long-term performance under extreme operating conditions.
Automotive and Electric Vehicle (EV) Systems
Automotive wiring must endure constant vibration, temperature fluctuations, and chemical exposure. Modern EVs intensify these challenges with higher voltages and denser packaging.
| Challenge | Insulation Solution | Typical Materials |
|---|---|---|
| High heat in engine/battery zones | Heat-resistant thermosets | XLPE, ETFE, silicone rubber |
| Flexing under vibration | Flexible elastomers | TPE, silicone |
| Oil, coolant, and salt resistance | Chemical-resistant coatings | FEP, fluorinated polymers |
| Compact harnesses in tight spaces | Thin-wall insulation | Cross-linked PVC, XLPE |
Key Applications:
- Battery management and charging cables
- Under-hood and engine wiring harnesses
- Sensor signal lines
- High-voltage interconnects (up to 1000 V DC)
Why Specialized Insulation Matters:
Automotive and EV systems operate from –40 °C to +150 °C. A standard PVC cable would harden or melt within weeks. XLPE or silicone insulation, however, maintains elasticity, resists automotive fluids, and passes UL 758 and ISO 6722 automotive standards. Sino-conn’s engineers often custom-extrude dual-layer insulation—inner XLPE for heat, outer TPE for abrasion—to extend service life in dynamic harness assemblies.
Aerospace and Defense Applications
In aerospace and defense systems, insulation failures are not an option. Cables must handle extreme altitude, radiation, and temperature shifts while remaining lightweight.
Preferred Materials:
- PTFE (Teflon) and ETFE (Tefzel) for extreme temperature and chemical resistance
- Polyimide (Kapton) for ultra-thin, lightweight designs
- Fluorosilicone and FEP for moisture sealing and arc resistance
| Performance Requirement | Insulation Property |
|---|---|
| –65 °C to +260 °C endurance | Fluoropolymer stability |
| Minimal weight | Thin-wall or foamed dielectric |
| Radiation and ozone resistance | Non-degradable molecular structure |
| Flame & smoke compliance | Meets FAR 25.853 and MIL-W-22759 |
Example Applications:
- Avionics signal wiring
- Satellite communications
- Jet-engine temperature sensors
- Drone power distribution harnesses
Why It Matters:
At high altitudes, oxygen levels and air pressure drop—making arcing or corona discharge more likely. PTFE’s 2000 V/mil dielectric strength and non-flammable surface make it ideal for aerospace insulation. Sino-conn’s fluoropolymer extrusions are engineered to reduce weight by 15 % compared to conventional designs, directly contributing to fuel and efficiency savings.
Medical Equipment and Healthcare Devices
Medical devices require insulation that’s biocompatible, sterilization-resistant, and flexible enough to handle repeated motion or contact with sensitive instruments.

Common Materials and Use Cases:
- Silicone rubber – Used in surgical robotics and patient monitoring systems due to flexibility and sterilization resistance.
- TPE (Thermoplastic Elastomer) – For disposable or low-cost diagnostic equipment.
- PTFE and FEP – In catheters and endoscopic devices where chemical inertness and friction reduction are critical.
| Requirement | Ideal Insulation | Key Advantage |
|---|---|---|
| Biocompatibility | Silicone, FEP | Safe for skin/tissue contact |
| Sterilization (autoclave/EtO) | Silicone, PTFE | Withstands > 120 °C |
| Flexibility for motion | TPE, silicone | Excellent bend life |
| Miniaturization | FEP, PEEK | Thin yet durable |
Why Specialized Insulation Matters:
Regular PVC insulation can leach plasticizers under sterilization. Medical-grade silicone or fluoropolymer materials remain inert and elastic, even after 500+ sterilization cycles. Sino-conn’s medical cable division follows ISO 13485 manufacturing standards, offering halogen-free, non-cytotoxic compounds to meet FDA and EU MDR regulations.
Industrial Automation and Robotics
Industrial cables are subject to abrasion, motion, and electromagnetic interference (EMI). Continuous movement in robotic arms or cable tracks demands high-flex materials with reliable shielding compatibility.
Common Materials:
- PUR (Polyurethane) for abrasion resistance and flexibility
- TPE for dynamic motion and chemical durability
- Silicone for high-temperature industrial ovens
- PVC blends for cost-sensitive stationary machinery
Typical Requirements:
- Flex life exceeding 5 million cycles in drag-chain testing
- Resistance to cutting oils and hydraulic fluids
- Compatibility with EMI shielding and grounding
Example Applications:
- Servo motor power and feedback cables
- Conveyor and robotic arm interconnects
- Factory automation sensors and vision systems
Why It Matters:
In motion systems, insulation fatigue leads to micro-cracks that compromise performance. Sino-conn develops hybrid insulation systems—TPE inner layer for flexibility, PUR outer layer for abrasion—tested under continuous bending radii of 7.5× cable diameter. Such designs ensure uninterrupted data and power transmission for 24/7 automated operations.
Renewable Energy and Outdoor Power Systems
Solar, wind, and marine energy systems require insulation capable of surviving UV radiation, temperature cycling, ozone exposure, and moisture. Failures here can lead to catastrophic downtime.
Specialized Materials:
- XLPE and EPR for long-term weathering and thermal stability
- Neoprene or EPDM for marine salt resistance
- TPE and UV-stabilized PVC for flexible outdoor cabling
| Environment | Challenges | Recommended Insulation |
|---|---|---|
| Solar fields | Heat, UV, abrasion | XLPE, halogen-free compounds |
| Wind turbines | Motion, cold, oil | TPE, EPDM |
| Marine vessels | Saltwater, pressure | Neoprene, chlorinated PE |
Why Specialized Insulation Matters:
Renewable-energy systems often operate for 20 + years in harsh outdoor environments. Sino-conn’s XLPE and halogen-free insulation compounds pass TÜV 2 PfG 1169 standards for solar cables and IEC 60332-3 flame-spread tests, ensuring both safety and sustainability.
Data, Communication, and Electronics
High-speed data transmission demands insulation that minimizes signal loss, crosstalk, and capacitance. This makes dielectric properties as important as mechanical durability.
Common Insulation Choices:
- Foamed PE or PP – For low dielectric constant and low capacitance
- FEP or PTFE – For high-frequency or RF applications
- PVC or TPE – For consumer and office electronics
Applications:
- Ethernet (Cat 6 / 7 / 8) cables
- Coaxial and RF signal lines
- USB, HDMI, and display cables
Why It Matters:
In high-speed networks, a small variation in insulation’s dielectric constant (Dk) can distort signals. PTFE’s Dk of ~2.1 ensures minimal signal attenuation, while foamed PE insulation achieves consistent impedance control. Sino-conn’s data-cable production line uses precision concentric extrusion and capacitance monitoring systems to maintain signal integrity across long distances.
Choosing Insulation by Environment and Function
| Industry | Typical Insulation | Primary Function |
|---|---|---|
| Automotive / EV | XLPE, Silicone | Heat & chemical resistance |
| Aerospace / Defense | PTFE, ETFE, Polyimide | Extreme temp & radiation |
| Medical | Silicone, FEP, TPE | Sterilization & flexibility |
| Industrial Automation | PUR, TPE | Motion & abrasion resistance |
| Renewable Energy | XLPE, EPDM | Weather & UV durability |
| Data & Electronics | Foamed PE, PTFE | Signal integrity |
How to Choose the Right Wire Insulation for Your Project?
Choosing the right wire insulation depends on your application environment, voltage, temperature range, flexibility, and chemical exposure requirements. Each insulation material—such as PVC, XLPE, PTFE, or silicone—offers distinct benefits. Matching these to your project’s operating conditions ensures electrical reliability, compliance, and cost efficiency.
1. Determine Your Operating Environment
The first step in choosing insulation is analyzing where and how the wire will be used. The environment dictates resistance requirements: temperature extremes, chemicals, UV exposure, or vibration.
| Environmental Factor | Challenge | Recommended Insulation | Example Applications |
|---|---|---|---|
| High temperature | Material softening, melting | XLPE, PTFE, silicone rubber | Power electronics, EVs, ovens |
| Low temperature | Cracking, loss of flexibility | Silicone, TPE, XLPE | Aerospace, outdoor installations |
| Oil or chemicals | Swelling, corrosion | FEP, ETFE, Neoprene | Industrial or automotive |
| Moisture and UV | Degradation, insulation loss | PE, XLPE, EPDM | Solar, marine, outdoor power |
| Vibration or flexing | Mechanical fatigue | Silicone, PUR, TPE | Robotics, automation systems |
For instance, an industrial robot arm cable must bend millions of times while resisting hydraulic oil and heat. PVC would quickly crack, but PUR or silicone insulation remains elastic and abrasion-resistant. Conversely, a solar cable exposed to sunlight and rain for 20 years performs best with UV-stabilized XLPE or halogen-free polyolefin compounds.
2. Define Voltage and Temperature Requirements
Insulation must safely withstand your system’s electrical and thermal load. Overlooking voltage or current rating is one of the most common design errors in wire selection.
Electrical Ratings and Dielectric Strength
Each insulation type has a maximum voltage capacity, measured as dielectric strength (V/mil). Exceeding this limit risks breakdown and arcing.
| Material | Dielectric Strength (V/mil) | Max Continuous Voltage (approx.) |
|---|---|---|
| PVC | 400–600 | Up to 600 V |
| XLPE | 800–1000 | Up to 2,000 V |
| PTFE | 2,000–2,500 | Up to 5,000 V |
| Silicone | 600–800 | Up to 1,000 V |
| PE | 400–500 | Up to 600 V |
Thermal Ratings
Every insulation compound is rated for continuous operation at specific temperature ranges. Exceeding these limits accelerates material aging and embrittlement.
| Material | Typical Temp Range (°C) |
|---|---|
| PVC | –20 to +105 |
| XLPE | –55 to +150 |
| PTFE | –200 to +260 |
| Silicone | –60 to +200 |
| TPE | –50 to +125 |
If your project involves high-current loads—like EV charging or power inverters—choose cross-linked materials (XLPE or silicone) that can maintain dielectric stability under heat. For low-voltage data systems (e.g., Cat6 or coaxial), PE or FEP ensures minimal capacitance and low signal loss.
3. Consider Flexibility, Size, and Installation Constraints
Space and motion are major practical factors. In confined panels, moving machinery, or portable equipment, cables need insulation that balances thickness, bend radius, and mechanical strength.
Key Design Considerations
- Flexibility: Silicone, TPE, and PUR maintain elasticity over millions of cycles.
- Thin-wall insulation: For compact harnesses, Sino-conn offers thin-wall XLPE or ETFE coatings with precise extrusion tolerances (±0.02 mm).
- Abrasion resistance: For cable tracks or drag chains, PUR insulation outperforms PVC by up to 10× wear resistance.
- Weight reduction: Aerospace or drone cables often use foamed fluoropolymers (e.g., FEP) for lightweight signal lines.
Example:
A medical robot cable must twist and stretch constantly but remain small enough to fit narrow articulations. Sino-conn engineers select multi-layer TPE insulation—inner flexible layer for motion, outer semi-rigid shell for protection—reducing friction without compromising sterility or size.
4. Evaluate Compliance and Safety Requirements
Every insulation type must comply with international standards for flame resistance, toxicity, and halogen content—especially for export-grade or regulated industries.
Essential Certifications
| Standard | Focus | Applicable Industries |
|---|---|---|
| UL 758 / UL 1581 | Flame retardancy and dielectric tests | General electrical and control cables |
| ISO 6722 / LV112 | Automotive wire performance | EV and automotive |
| IEC 60332 | Flame spread testing | Industrial, building wiring |
| REACH / RoHS | Chemical and environmental compliance | All exports |
| MIL-DTL / FAR 25.853 | Flame, smoke, toxicity | Aerospace and defense |
For export to Europe or North America, cables must often meet halogen-free and low-smoke standards. Sino-conn’s formulations can achieve IEC 60754 compliance (no halogen acid gas) while maintaining flexibility—ideal for EVs, data centers, or public transport wiring.
5. Balance Cost vs Longevity
Cost optimization doesn’t mean choosing the cheapest insulation—it means selecting the most efficient material for the life cycle of your project.
| Material | Relative Cost | Durability | Best For |
|---|---|---|---|
| PVC | ★ | 5–8 years | Low-cost consumer wiring |
| XLPE | ★★ | 15–20 years | Power, industrial, solar |
| Silicone | ★★★ | 10–15 years | Robotics, automation |
| PTFE / FEP | ★★★★ | 25 + years | Aerospace, medical |
| TPE / PUR | ★★ | 10 + years | Motion systems |
A short-life consumer cable may justify PVC, but for critical machinery or high-heat environments, XLPE or silicone delivers better value by reducing maintenance downtime. Sino-conn engineers often conduct TCO (Total Cost of Ownership) analysis for clients—factoring replacement intervals, safety compliance, and service conditions to recommend the most cost-effective insulation strategy.
Practical Decision Framework
To simplify your selection, Sino-conn uses a structured evaluation checklist before finalizing insulation materials for any OEM or custom wire project:
| Parameter | Requirement Example | Recommended Insulation |
|---|---|---|
| Voltage rating | 600 V AC | PVC / XLPE |
| Operating temperature | 150 °C continuous | XLPE / Silicone |
| Flexibility / motion cycles | > 1 million | PUR / TPE / Silicone |
| Chemical / oil resistance | Coolant, fuel, salt spray | FEP / Neoprene / ETFE |
| Flame / smoke compliance | UL VW-1, IEC 60332-3 | Halogen-free XLPE / FEP |
| Signal integrity | < 10 pF/ft capacitance | Foamed PE / PTFE |
| Outdoor / UV exposure | Continuous sunlight | UV-stabilized XLPE / EPDM |
FAQs About Wire Insulation
1. What exactly does wire insulation do?
Wire insulation is the protective, non-conductive layer surrounding the metal conductor inside a cable. Its main function is to prevent current leakage, stop short circuits, and protect users from electric shock. Beyond safety, it also shields the conductor from heat, moisture, chemicals, and mechanical stress. Without proper insulation, even the best copper or aluminum wire could corrode or overheat quickly, leading to failures or fire hazards. High-quality insulation also improves long-term stability and helps the cable meet global safety certifications such as UL, ISO, and RoHS. In short, insulation transforms a bare conductor into a safe, durable, and compliant electrical component ready for modern applications.
2. What are the main types of wire insulation materials?
The most common insulation materials include PVC, XLPE, Teflon (PTFE/FEP), Silicone Rubber, and Polyethylene (PE). Each material serves different environments: PVC is affordable and ideal for indoor wiring; XLPE withstands higher temperatures and mechanical stress; Teflon handles extreme heat and chemicals, making it popular in aerospace; silicone remains flexible in cold or moving machinery; and PE provides moisture resistance for outdoor use. Selecting the right insulation depends on factors like voltage, temperature range, mechanical load, and environmental exposure. Sino-conn engineers often recommend hybrid solutions—combining materials for multi-layer protection in complex applications.
3. Can electrical tape be used as wire insulation?
Electrical tape provides temporary protection only—it is not a substitute for proper wire insulation. While good for quick fixes or bundling, tape cannot guarantee uniform thickness, temperature stability, or long-term adhesion. Over time, its adhesive can dry out, shrink, or peel, exposing the conductor and creating potential short circuits. Professional insulated wires undergo extrusion, curing, and quality-testing to ensure voltage endurance, chemical resistance, and flexibility under heat or stress. For permanent installations, always use wires with factory-applied insulation that meets UL, REACH, and ISO standards. Sino-conn strongly advises using electrical tape only for short-term or emergency repairs.
4. Why is wire insulation so important for safety and performance?
Wire insulation is critical because it isolates electrical energy from the surrounding environment. In factories, vehicles, or homes, exposed conductors could lead to electric shock, fire, or system failure. Insulation prevents arcing and overheating while maintaining voltage stability. Moreover, high-quality insulation resists oil, UV, and moisture, extending cable lifespan. For data cables, insulation also controls capacitance and impedance, ensuring signal clarity. When choosing or designing cables, engineers prioritize insulation performance as much as conductor quality—because even the best copper wire can fail if its insulation breaks down under stress or heat.
5. How do I choose the right wire insulation for my project?
Start by defining your working voltage, temperature range, and environment. For flexible indoor applications, PVC or TPE insulation works well. For outdoor or high-temperature setups, use XLPE or PTFE. If your cables operate near moving parts, silicone rubber or PUR offers superior flexibility and fatigue resistance. Also, check certification requirements—UL, CSA, and RoHS compliance ensures safety and market acceptance. When in doubt, contact a specialist like Sino-conn, which can design custom-insulated cable assemblies based on your electrical, mechanical, and environmental criteria, complete with CAD drawings and samples within days.
Conclusion
From small consumer electronics to aerospace systems, wire insulation defines reliability, safety, and performance. The right insulation prevents failure, extends lifespan, and ensures compliance in demanding environments.
At Sino-conn, we specialize in designing and manufacturing custom wire assemblies with tailored insulation—meeting UL, ISO, and REACH standards, with flexible MOQs and fast lead times. Whether you need high-temperature PTFE cables, flexible silicone harnesses, or halogen-free industrial wires, our team can engineer the right solution for your project.
Ready to Customize Your Wire Insulation?
Contact Sino-conn today for professional wire and cable solutions tailored to your project’s voltage, temperature, and environmental requirements.




