 Skip to content
Skip to content 
Medical devices today are shrinking, becoming smarter, faster, and more connected than ever before. But inside every ultrasound probe, surgical robot, wearable sensor, or patient monitoring system lies a hidden network responsible for powering life-saving precision: medical cable assemblies. These cables are the overlooked heroes of modern healthcare—engineered not only to transmit power and data, but to survive chemicals, sterilization, bending, twisting, and years of intensive clinical use. Without them, even the most advanced medical equipment would fail in seconds.

Medical cable assemblies are specialized wiring systems designed for diagnostic, surgical, imaging, and monitoring devices. They use biocompatible materials, sterilization-resistant insulation, EMI shielding, and high-flex conductors to ensure safe, accurate, and reliable performance in medical environments. These cables differ from standard wiring by meeting strict electrical, mechanical, and regulatory requirements.
Back in 2024, a global OEM client approached Sino-conn with a challenge: their surgical robotic arm kept failing after 30,000 flex cycles because commercial cables couldn’t withstand the constant motion. The solution wasn’t a bigger motor or stronger mechanism—it was a custom-engineered medical cable assembly with ultra-fine high-flex conductors, a sterilization-resistant jacket, and reinforced strain relief. Suddenly, the robot’s lifespan jumped to over one million flex cycles.
Stories like this reveal a simple truth: medical cables aren’t accessories—they’re engineering solutions. And understanding how they’re designed, tested, and customized can dramatically enhance the reliability of any medical device.
What Are Medical Cable Assemblies and How Do They Work?
Medical cable assemblies are engineered wiring systems designed for diagnostic, surgical, imaging, and patient-monitoring devices. They use biocompatible insulation, sterilization-resistant jackets, EMI shielding, high-flex conductors, and medical-grade connectors to transmit power, data, and signals safely. Their structure includes conductors, insulation, fillers, shielding, strain relief components, and protective jackets—each tailored to ensure accuracy, durability, flexibility, and compliance with medical regulations.

Medical cable assemblies are the “circulatory network” of healthcare technology. They ensure that life-support machines, monitoring systems, imaging devices, endoscopic instruments, and wearable medical sensors can communicate, detect, and operate with zero tolerance for error. Unlike typical industrial or consumer cables, medical cable assemblies must satisfy five core requirements simultaneously:
- Electrical reliability – no noise, no interference, no interruptions
- Mechanical durability – thousands to millions of flex cycles
- Biocompatibility – safe for skin, tissue, blood, or bodily fluid exposure
- Sterilization resistance – withstand autoclave, ETO, gamma, plasma
- Regulatory compliance – UL, ISO 13485, RoHS, REACH, PFAS-free, ISO 10993
To understand how these assemblies function, we must examine the internal structure, operational mechanism, and engineering intent behind each layer.
Internal Structure of a Medical Cable Assembly
A medical cable is not just a wire—it is a highly engineered multi-layer system. Below is a breakdown of its standard construction.
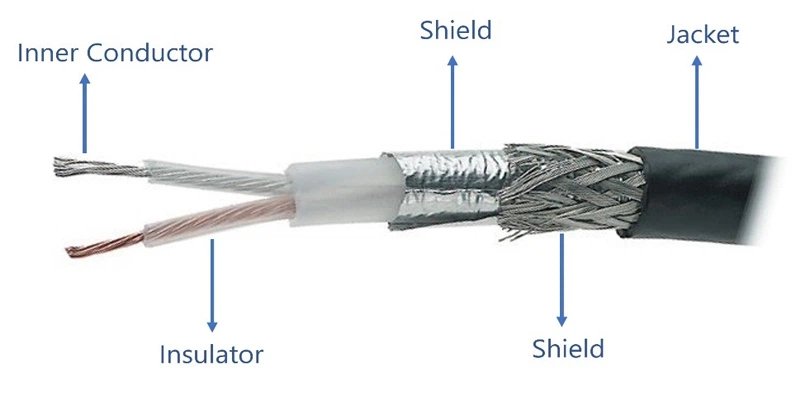
1. Conductors (Signal & Power Transmission)
Conductors can range from standard copper to silver-plated ultra-fine strands or micro-coaxial conductors used in high-frequency imaging devices.
Common conductor types include:
- Tinned copper — general-purpose medical devices
- Silver-plated copper — high-speed, low-noise transmission
- Superflex copper alloys — improved fatigue life
- Micro-coax (AWG 42–50) — ultrasound, endoscopy, and imaging
- Multi-strand ultra-fine bundles — high-flex robotic applications
These conductors determine how well a cable handles signal integrity, heat, and bending stress.
2. Insulation Layer (Electrical Protection + Sterilization Resistance)
The insulation prevents short circuits, ensures dielectric strength, and determines compatibility with sterilization.
Common insulation materials:
| Material | Strength | Typical Use |
|---|---|---|
| Silicone | Very flexible, soft, skin-safe | ECG leads, wearable devices |
| TPU | Abrasion resistant, tough | Reusable patient cables |
| TPE | Skin-contact comfort | Monitoring & diagnostic cables |
| FEP / PTFE | High-temperature, chemical-resistant | Surgical & minimally invasive tools |
| PE | Economical, lightweight | Disposable cables |
Sterilization compatibility is critical: only FEP, PTFE, silicone, and TPU can withstand repeated autoclave cycles.
3. Shielding (EMI Protection + Signal Integrity)
Medical devices—especially imaging systems and monitoring tools—cannot tolerate interference.
Medical cables may use:
- Aluminum foil
- Braided silver-plated copper
- Multi-layer shielding
- Drain wires
- Coaxial / Micro-coax shielding
This prevents:
- Crosstalk
- Electromagnetic interference (EMI)
- Radio-frequency interference (RFI)
- Signal distortion
Applications like ultrasound, ECG, EEG, and patient monitors rely on extremely low-noise transmission.
4. Fillers, Strength Members, and Shape Control
To maintain cable geometry and strength, cables include:
- Kevlar (aramid yarn)
- Nylon fillers
- PTFE tubes
- Cotton or polymer fillers
These ensure:
- Mechanical stability
- Reinforced tensile strength
- A consistent outer diameter (OD)
- Better flex performance
- Proper load distribution
This is especially important in robotic surgical arms, where internal wires move continuously in tight pathways.
5. Outer Jacket (Patient Safety + Durability)
The jacket determines:
- Touch and feel
- Flexibility
- Resistance to cleaning chemicals
- Tear resistance
- Biocompatibility
Preferred materials:
- Medical-grade silicone — soft, flexible, skin-safe
- TPU — strong, abrasion resistant
- TPE — comfortable for patient contact
- PUR — chemical-resistant
- FEP/ETFE — sterilization tools & endoscopy
The outer jacket must meet:
- ISO 10993 biocompatibility
- PFAS-free requirements
- Resistance to disinfectants like alcohol, chlorine, hydrogen peroxide
How Do Medical Cable Assemblies Work?
Medical cable assemblies perform three primary functions in all healthcare equipment:
1. Transmit Power Safely
Devices such as infusion pumps, surgical handpieces, sensors, and monitoring systems require stable power delivery.
Medical cables must handle:
- Accurate voltage supply
- Consistent current flow
- Overcurrent resistance
- Heat dissipation
- Long-term reliability
2. Transmit Data & High-Frequency Signals
From ECG waveforms to ultrasound echoes, medical devices rely on precise signal fidelity.
Medical cables support:
- Analog signals
- Digital data
- High-frequency RF signals (in MHz range)
- Micro-coax imaging signals
This requires:
- Impedance-controlled design
- EMI shielding
- Low capacitance insulation
3. Provide Mechanical & Environmental Protection
In real-world clinical settings, cables experience:
- Pulling
- Twisting
- Bending
- Dropping
- Repeated sterilization
- Chemical exposures
Every layer—conductor, insulation, shielding, and jacket—collectively ensures the cable maintains performance despite harsh conditions.
Which Types of Medical Cable Assemblies Are Used Today?
Medical cable assemblies include reusable cables, disposable cables, and high-performance specialty cables for imaging, surgical, robotic, and diagnostic devices. Each type differs in durability, sterilization compatibility, materials, connector design, EMI shielding, and flex-cycle performance. These assemblies support patient monitoring, imaging systems, surgical robotics, handheld diagnostic tools, and wearable healthcare devices.
Modern healthcare relies on many different medical cable assemblies because each device environment—operating rooms, ICUs, bedside monitors, minimally invasive surgical tools, and wearable health sensors—has unique electrical, mechanical, hygiene, and regulatory requirements. Cable assemblies must therefore be engineered around usage frequency, sterilization method, signal type, flex durability, and biocompatibility.
Medical cable assemblies can be classified into three primary categories, each with its own subtypes, technical challenges, and industry applications.
1. Reusable Medical Cable Assemblies
Reusable medical cables are built for multiyear use and must survive repeated bending, twisting, stretching, and sterilization cycles. They appear in high-touch environments such as hospitals, surgical theaters, and diagnostic labs.

Typical Applications
- ECG / EKG / EEG patient monitoring
- Ultrasound transducer probes
- Surgical handpieces and power tools
- Endoscopes and minimally invasive surgery (MIS) devices
- Defibrillators and ventilators
- Infusion pumps, hospital beds, diagnostic systems
Technical Characteristics
Reusable cables must meet extreme mechanical and environmental demands:
| Design Requirement | Why It Matters |
|---|---|
| High-flex conductor bundles | Prevents micro-fractures after 10,000–1,000,000+ cycles |
| Chemical-resistant jackets | Disinfectants (IPA, bleach, peroxide) would damage standard PVC |
| Autoclave-compatible materials | Must survive 120°C–134°C steam cycles |
| Silicone or TPU insulation | Soft, comfortable, biocompatible, flexible |
| Overmolded strain relief | Ensures long service life at connector joints |
Why Reusable Cables Are Complex to Design
- Jacket must remain soft even after 200+ sterilization cycles
- Flex behavior must remain consistent despite moisture & heat
- Conductors must resist fatigue from repetitive mechanical movement
- EMI performance must remain stable over years of use
The required balance of durability, safety, and flexibility makes engineering reusable cables significantly more difficult than standard industrial assemblies.
2. Disposable / Single-Use Medical Cable Assemblies
Disposable medical cables are intended for one-time or short-term patient use, especially in infection-sensitive environments.

Typical Applications
- Disposable ECG & EEG lead wires
- Catheter and guidewire cables
- Disposable endoscope accessories
- Home-use patient monitoring sensors
- Wearable patches and telehealth devices
- Low-cost temperature or respiration probes
Engineering Priorities
Disposable cables focus on low cost while maintaining minimum medical safety and signal integrity.
| Requirement | Purpose |
|---|---|
| Cost-efficient insulation (PVC, PE, TPE) | Keeps per-unit price competitive |
| Skin-safe materials | Prevents allergic reactions |
| Lightweight construction | Reduces patient discomfort |
| Simplified connector design | Easy plug-and-use functionality |
| Basic EMI shielding (if required) | Ensures signal clarity |
These cables rarely undergo harsh sterilization because they are discarded after use.
Why Disposable Cables Are Growing Rapidly
- Infection control requirements are increasing
- Telehealth and remote diagnostics demand low-cost leads
- Home-care devices have become mainstream
- Wearable medical devices require ultra-lightweight wiring
However, even disposable cables must meet ISO 10993 biocompatibility and IEC electrical safety requirements, making them more complex than typical consumer cables.
3. Specialty High-Performance Medical Cable Assemblies (Imaging, Robotics, Surgical Systems)
Specialty medical cable assemblies are engineered for mission-critical applications where precision, high bandwidth, or extreme durability is required.
This category includes the highest-value and most technically challenging medical cables.
A. Micro-Coax & High-Frequency Imaging Cables

Used in:
- Ultrasound probes
- Endoscopic cameras
- CT / MRI RF coils
- Disposable imaging catheters
- Laparoscopic imaging tools
Technical Demands
- 50Ω or 75Ω impedance control
- Multi-layer EMI shields
- Ultra-fine conductors (AWG 38–50)
- Phase stability
- Low capacitance dielectric
- High signal-to-noise ratio (SNR)
Even a 2–3% shielding defect can degrade image clarity, making precision manufacturing essential.
B. Surgical Robotics Cable Assemblies
Robotic surgeries require cables that:
- Bend millions of times
- Fit through narrow robotic joints
- Maintain stable electrical performance
- Resist sterilization and chemical exposure
These cables often include:
- Ultra-flex alloys
- Strain-optimized multi-strand bundles
- Reinforced aramid yarn (Kevlar)
- Ultra-soft silicone jackets
A single robotic arm may contain 20–80 custom cable assemblies, each with different electrical and mechanical requirements.
C. Power & Control Cables for Life-Supporting Devices
Used in:
- Ventilators
- Dialysis machines
- Defibrillators
- Infusion pumps
- Surgical navigation systems
These require:
- High voltage insulation
- Redundant conductor design
- Secure locking medical connectors (LEMO, Fischer, Hirose)
- Flame-resistant, PFAS-free jackets
Failure of these cables can be life-threatening, making reliability essential.
D. Handheld Diagnostic & Therapeutic Tool Cables
Used in:
- Dental equipment
- Electrosurgical devices
- Dermal imaging tools
- Portable ultrasound
- Laser therapy devices
Key requirements:
- Lightweight
- High flexibility
- Ergonomic jacket materials
- Chemical resistance
Handheld devices require superior tactility and strain relief.
What Materials and Structures Are Required for Medical-Grade Performance?
Medical cable assemblies use biocompatible conductors, sterilization-resistant insulation, EMI shielding, flexible fillers, and protective outer jackets. Common materials include copper alloys, silver-plated copper, PTFE, FEP, silicone, TPU, TPE, and medical-grade PUR. These materials ensure durability, flexibility, chemical resistance, and compliance with medical standards such as UL, ISO, RoHS, REACH, and PFAS-free requirements.
Materials determine everything—flexibility, biocompatibility, sterilization resistance, signal integrity, and safety. Medical cables must therefore use higher-grade materials than standard industrial wiring.
Below is a guide of the essential components used in medical cable assemblies.
1. Conductor Materials for Medical Signal & Power Transmission
Medical devices require conductors that deliver low-noise, stable performance while supporting constant movement.
Common conductor types:
| Conductor Material | Benefit |
|---|---|
| Tinned copper | Cost-effective & corrosion-resistant |
| Silver-plated copper | High conductivity, used in imaging & sensors |
| Copper alloys | Enhances flexibility & fatigue resistance |
| Micro-coaxial wires | Used for imaging & high-frequency transmission |
| Multi-strand superfine wires | Supports millions of flex cycles |
Why conductor choice matters:
An ECG lead only requires low-frequency accuracy, while a micro-coax cable in an ultrasound transducer must transmit MHz-level signals with precise impedance.
2. Insulation Materials for Safety & Sterilization
Medical insulation materials must withstand heat, chemicals, friction, and bending.
| Insulation Material | Key Strengths | Applications |
|---|---|---|
| FEP / PTFE | High heat, low friction, chemical resistance | Catheters, robotics |
| Silicone | Ultra-flexible, biocompatible | Surgical tools, wearables |
| TPU / TPE | Soft, abrasion-resistant, durable | Patient cables, monitors |
| PE / PP | Cost-effective, general insulation | Disposable cables |
PTFE and FEP are particularly popular in minimally invasive surgical tools due to their lubricity and biocompatibility.
3. EMI Shielding and Impedance Structures for Imaging Accuracy
High-speed imaging devices require stable signal integrity.
Medical cables may include:
- Aluminum foil shielding
- Silver-plated copper braid
- Multi-layer shield systems
- Coaxial or micro-coaxial structures
- Twisted pairs with drain wire
These elements reduce:
- Crosstalk
- Signal noise
- External electromagnetic interference
MRI and ultrasound systems cannot operate reliably without high-performance shielding.
4. Outer Jackets for Flexibility, Durability, and Patient Safety
The jacket is the first barrier against environmental stress.
Common jacket materials:
| Material | Key Features |
|---|---|
| Silicone | Soft-touch, flexible, biocompatible |
| TPU | Abrasion- and tear-resistant |
| PUR | Chemical-resistant, strong |
| TPE | Comfortable for skin contact |
| PVC (medical grade) | Affordable, flexible for disposable cables |
Medical jacket materials must meet ISO 10993 biocompatibility and no-PFAS / no-halogen requirements.
How Are Medical Cable Assemblies Manufactured and Tested?
Medical cable assemblies are manufactured through controlled processes including material selection, precision conductor preparation, insulation and shielding construction, overmolding, connector termination, and final sterilization compatibility treatment. After assembly, they are thoroughly tested using electrical testing, mechanical durability testing, environmental stress testing, biocompatibility verification, and imaging or signal-quality validation. Strict manufacturing and testing ensure that cables used in medical devices meet safety, hygiene, and performance standards.
1. Material Selection and Regulatory Compliance Planning
Manufacturing starts by selecting materials that meet medical, electrical, and environmental requirements. Unlike consumer cables, medical assemblies must satisfy:
- ISO 13485 (medical device quality management)
- ISO 10993 (biocompatibility)
- UL certifications (electrical safety)
- RoHS / REACH / PFAS-free chemical compliance
- IEC 60601-1 safety standards for electromedical equipment
Key Material Choices
| Component | Medical Material Options | Purpose |
|---|---|---|
| Insulation | FEP, PFA, PTFE, silicone, TPU | Heat resistance, biocompatibility, chemical resistance |
| Jacket | Medical TPU, silicone, TPE | Soft touch, sterilization compatibility |
| Conductors | Silver-plated copper, tinned copper, ultra-fine alloy | High conductivity, flexibility |
| Shielding | Aluminum foil, braided copper, multi-layer EMI mesh | Imaging clarity, noise reduction |
| Connectors | LEMO, Fischer, HIROSE, ODU medical series | Sterilization-safe, locking precision |
Because each medical device functions differently, suppliers like Sino-Conn must evaluate sterilization methods, device torque, bending radius, EMI sensitivity, impedance stability, and expected flex cycles before materials are finalized.
2. Conductor Preparation and Ultra-Fine Wire Processing
Medical devices—especially imaging probes, catheters, and robotic instruments—rely on extremely thin conductors (AWG 44–50 or smaller). Processing ultra-fine wire introduces engineering challenges:
Processes Include
- Micro-stranding for high flexibility
- Precision cutting with ±0.05 mm tolerance
- Laser stripping of micro-insulation
- Anti-oxidation treatment for conductor preservation
- Tin, silver, or nickel plating to enhance stability
Ultra-thin wires cannot be mechanically stripped using typical tools, so laser stripping ensures no nicking and no conductor micro-damage, reducing early fatigue failure.
3. Extrusion, Insulation, Shielding, and Cable Construction
Once conductors are prepared, the next stage is to create the multi-layer cable structure:
a. Insulation Extrusion
Medical-grade extruders apply precise thickness control to ensure uniform dielectric properties (critical for imaging cables).
- Thickness is monitored using laser micrometers
- Ovality ratio must be minimized for consistent impedance
b. Twisting & Pair Construction
Used heavily in ECG, EEG, and ultrasound systems:
- Twisting reduces electromagnetic interference
- Pairs must maintain stable twist pitch for signal accuracy
c. Shielding Application
More advanced than consumer cables:
- Spiral wrap shielding
- 95–98% coverage braided shields
- Dual-layer (foil + braid) EMI barriers
- Triple-shielding for ultrasound micro-coax
d. Cable Jacketing
Jackets require:
- Low-friction surfaces
- Resistance to disinfectants (IPA, chlorine, peroxide)
- Compatibility with autoclave or ETO sterilization
Silicone is common for surgical tools; TPU is more typical for monitoring cables.
4. Connector Termination and Overmolding
Medical connectors must withstand harsh environments and constant handling.
Termination Techniques
- Soldering ultra-fine wires with micro-solder tips
- Crimping using calibrated medical crimp tools
- Wire-to-board (W2B) micro-termination
- Coax termination for imaging assemblies with ±0.02 mm precision
Overmolding
The most critical durability stage.
Overmolding materials (medical TPU or silicone) provide:
- Waterproof sealing (IPX7–IPX8)
- Strain relief for repetitive bending
- Smooth, ergonomic surfaces
- Complete bio-compatibility
Process uses precision molds and vacuum injection systems to eliminate voids—essential for sterilizable cables.
5. Assembly Cleaning, Packaging, and Sterilization Compatibility
Before cables are tested or shipped, they undergo medical-grade cleaning:
- Ultrasonic cleaning for particle removal
- IPA wipe-down for oil and contamination removal
- Ionized air blow to eliminate dust
- Cleanroom packaging (Class 10k–100k)
Depending on customer requirements, cables must support:
- Autoclave sterilization (121–134°C, high pressure)
- ETO sterilization
- Gamma radiation
- Chemical disinfectants
Each sterilization method affects cable material aging differently, so materials must be validated accordingly.
How Medical Cable Assemblies Are Tested
Testing is even more critical than manufacturing. Medical cable assemblies undergo 100% inspection, not sampling.
1. Electrical Performance Testing
Electrical tests verify that signal integrity meets medical device requirements.
Common Electrical Tests
| Test | Purpose |
|---|---|
| Continuity test | Ensures no open circuits |
| Hi-pot test | Verifies insulation survives high voltage |
| Impedance control (50/75Ω) | Essential for imaging clarity |
| Capacitance / resistance measurement | Ensures stability over cable length |
| Signal attenuation testing | Required for high-frequency systems |
| Noise & EMI analysis | Reduces artifacts in diagnostic imaging |
For ultrasound micro-coax cables, impedance must remain within ±2 Ω tolerance to prevent image distortion.

2. Mechanical Durability Testing
Medical cables must withstand thousands (or millions) of mechanical cycles.
Key Tests
- Flex/bend cycle testing (10,000–1,000,000+ cycles)
- Tensile pull test (connector retention testing)
- Torsion and twist testing
- Abrasion resistance
- Strain relief failure testing
- Drop testing for portable equipment cables
Surgical robotics cables often require 10 million+ flex cycles.
3. Environmental and Chemical Resistance Testing
Cables must survive harsh hospital conditions.
Tests Include
- Heat aging
- Humidity exposure
- Disinfectant chemical cycling
- UV exposure
- Autoclave cycle simulation
- Low-temperature flexibility test (−40°C)
Silicone and TPU jackets are tested for hardness change, cracking, and elasticity after repeated sterilization cycles.
4. Biocompatibility Verification
Direct-patient-contact cables must meet ISO 10993:
- Cytotoxicity
- Sensitization
- Irritation
- Skin contact compatibility
As many hospitals now require PFAS-free and halogen-free materials, suppliers must document every material used.
5. Final Quality Audits & Documentation
Before approval, medical cables undergo:
- Visual inspection (100%)
- Microscopic solder joint inspection
- Connector locking force measurement
- Barcode traceability registration
- Complete documentation pack (COC / COO / test reports / drawings)
Sino-Conn typically provides:
- 30-minute quick drawings
- Same-day quotations
- 3–5 day rapid samples
- Full inspection before shipment
Which Medical Devices Depend on Custom Cable Assemblies?
Medical devices depend on custom cable assemblies when they require precise signal transmission, biocompatible materials, sterilization resistance, extreme flexibility, or long-term durability. Devices such as ultrasound probes, ECG/EEG monitors, patient monitoring systems, surgical robots, endoscopes, diagnostic imaging machines, and life-support equipment rely on medical-grade cables engineered to match their electrical, mechanical, and environmental requirements. Custom cables ensure accurate diagnostics, stable power delivery, and safe patient interaction.
1. Patient Monitoring Systems (ECG, EEG, SpO₂, Blood Pressure)
Patient monitoring devices depend heavily on low-noise, biocompatible, and flexible cable assemblies for continuous measurement.
Common Devices
- Electrocardiogram (ECG/EKG) monitors
- Electroencephalogram (EEG) systems
- Pulse oximeters (SpO₂)
- Non-invasive blood pressure monitors
- Fetal monitoring systems (CTG)
Why These Devices Need Custom Cables
- Noise-sensitive signals (µV-level ECG/EEG signals require perfect shielding).
- Long-term patient skin contact, requiring ISO 10993-tested biocompatible materials.
- High flexibility for patient movement.
- Reusable cleaning and disinfection without material cracking.
Technical Needs
| Requirement | Explanation |
|---|---|
| EMI shielding | Prevent signal distortion in hospital environments |
| Low impedance pathways | Essential for accurate ECG waveforms |
| Snap or clip connectors | Quick detachment during emergencies |
| TPU or silicone jackets | Soft, hypoallergenic, and skin-safe |
2. Diagnostic Imaging Equipment (Ultrasound, CT, MRI, X-ray)
Diagnostic imaging is one of the most cable-dependent branches of medical technology.
Common Devices
- Ultrasound probes (the most cable-sensitive device in hospitals)
- MRI & CT scanners
- X-ray systems
- Portable ultrasound and handheld imaging tools
Why They Require Custom Cables
Ultrasound probes use thousands of micro-coaxial cables (AWG 44–50) bundled together. MRI requires materials that are non-magnetic, CT scanners require noise-free transmission, etc.
Technical Demands
- Impedance control at 50/75 ohms
- Multi-layer EMI shielding
- High-frequency transmission up to 5–30 MHz
- Durable bending for up to 10 million+ cycles
- Waterproof molded housings (IP67–IPX8)
Example
A typical ultrasound transducer cable may contain 128–512 individually shielded micro-coax lines, making it one of the most complex cable assemblies in the medical industry.
3. Surgical Robots & Minimally Invasive Surgical Devices
Robotic surgery systems are one of the fastest-growing segments requiring ultra-flexible, fatigue-resistant wiring.
Common Devices
- Da Vinci-type robotic surgical platforms
- Laparoscopic tools
- Endoscopic surgical systems
- Catheter-based surgical robotics
Why Custom Cables Are Essential
- Repetitive motion requires millions of bend cycles.
- High torque and rotation stress require reinforced strain relief.
- Sterilization compatibility (steam sterilization, chemical cleaning).
- Small-diameter wiring for tight internal routing.
Required Technologies
- Ultra-fine wire harnesses
- Medical silicone overmolding
- High-flex robotics cable
- Fiber optic cable for imaging channels
- Micro-connector systems (LEMO, ODU, Fischer)
4. Endoscopy & Minimally Invasive Diagnostic Devices
Endoscopes combine video, illumination, and sensor data, all routed through compact cable assemblies.
Common Devices
- Gastroscopes
- Colonoscopes
- Bronchoscopes
- ENT endoscopy systems
- Capsule endoscopy docking stations
Why Custom Cables Are Needed
- Fiber optic + electrical hybrid designs
- Waterproof and chemical-resistant
- High-flexibility for winding paths
- Miniature connector systems
- Multi-channel signal transmission
Technical Requirements
| Feature | Explanation |
|---|---|
| Polyurethane or medical silicone overmold | Required for chemical resistance |
| Fiber optics | Light transmission for endoscope illumination |
| Micro-coax bundles | HD video signal transmission |
| Autoclave compatibility | For reusable endoscopic tools |
5. Life-Support & Critical-Care Equipment
Life-critical machines depend on high-reliability cables, with zero tolerance for failure.
Devices That Require Custom Cables
- Ventilators
- Anesthesia machines
- Dialysis systems
- Defibrillators
- Infusion pumps
- Cardiac support devices
Why These Devices Need Custom Cables
- Must withstand 24/7 operation
- Require redundant wiring for safety
- High-voltage insulation for defibrillator cables
- Chemical-resistant jackets
- Stable connectivity under repeated handling
Examples
Defibrillator cables require:
- Thick-wall insulation
- High voltage tolerance (up to thousands of volts)
- Rugged strain relief structures
Ventilator sensor cables require:
- High flex
- Low noise
- EMC compliance
6. In-Vitro Diagnostic (IVD) Machines & Lab Equipment
Diagnostic labs use cables for data, power, fluid control systems, and automation.
Common Equipment
- Blood analyzers
- DNA/Genetic sequencing equipment
- Immunoassay analyzers
- Hematology analyzers
- Sample robotic arms
Why They Require Custom Cables
- Precision data transfer
- Chemical resistance (contact with reagents)
- Integration with sensors and microfluidic modules
- Long service life
Technical Priorities
- Shielded signal lines
- Temperature-resistant materials
- Custom connector mapping per PCB design
- Anti-corrosion copper alloys
7. Wearable & Home Medical Devices
Home healthcare is exploding; cables must be:
- Lightweight
- Comfortable
- Safe for skin contact
- Resistant to sweat, oils, and outdoor conditions
Examples
- Portable ECG monitors
- Holter monitors
- Hearing aids
- Insulin pump cables
- Home respiratory devices
Cable Requirements
- Soft silicone jackets
- Small-diameter wires
- USB/Type-C hybrid medical-grade connectors
- Good fatigue resistance
8. Emerging Medical Technologies That Heavily Depend on Custom Cables
These include:
- Smart surgical tools
- AI-powered diagnostic systems
- Robotic prosthetics
- Remote monitoring IoT medical devices
- High-density imaging probes
Each requires unique electrical, mechanical, and environmental engineering that off-the-shelf cables cannot provide.
How Do You Choose the Right Medical Cable Assembly Supplier?
Choosing the right medical cable assembly supplier requires evaluating their engineering expertise, material compliance, sterilization knowledge, manufacturing precision, testing capability, certifications, customization flexibility, and communication quality. A reliable supplier should provide biocompatible materials, EMI-shielded designs, rapid prototyping, detailed drawings, full inspection processes, and regulatory documentation. Look for partners who understand clinical environments, support complex custom wiring, and can deliver stable performance for critical medical devices.
Choosing the wrong supplier can lead to cable failures, signal degradation, sterilization damage, recalls, or safety hazards. Choosing the right one, however, ensures reliability, reduces development time, and increases the lifespan and safety of your medical devices. Below is a detailed, SEO-optimized guide covering the essential criteria used by engineers, procurement teams, and medical OEMs when evaluating cable assembly suppliers.

1. Evaluate Engineering & Design Capability
Medical cable assemblies require advanced engineering knowledge. Unlike consumer cables, they must meet strict electrical, mechanical, and environmental requirements.
What to Look For
- Ability to design high-frequency micro-coax assemblies (AWG 40–50)
- Understanding of signal integrity, controlled impedance, and EMI shielding
- Expertise in strain relief design and high-flex cable routing
- Ability to develop custom pin-outs, wiring definitions, and hybrid assemblies
- Experience with robotic, imaging, monitoring, and diagnostic devices
Key Questions
- Can you deliver engineering drawings in 24–72 hours?
- Do you understand sterilization, biocompatibility, and medical use cases?
- Can you optimize design for both R&D and mass production?
Why It Matters
High-performance medical devices depend on precise electrical characteristics and physical durability. Strong engineering capability reduces failure risks and ensures long-term reliability.
2. Verify Compliance With Medical-Grade Materials & Standards
Medical environments require cables that can withstand chemicals, sterilization, biological contact, and repeated use.
Material Requirements
- Biocompatible outer jackets (ISO 10993 compliant)
- Medical-grade silicone, TPU, or TPE
- Non-toxic, halogen-free, PFAS-free compounds
- Chemical and abrasion resistance
- Non-magnetic materials for MRI environments
Essential Certifications
| Certification | Purpose |
|---|---|
| ISO 13485 | Medical device manufacturing quality system |
| UL, CE | Electrical and safety compliance |
| RoHS, REACH | Hazardous substance restrictions |
| PFAS-Free Declaration | Growing requirement from U.S./EU markets |
| COC, COO | Traceability for audits |
Why It Matters
Incorrect materials can cause cracking, discoloration, signal interference, or toxic reactions. A compliant supplier safeguards your regulatory approval process and end-user safety.
3. Assess Manufacturing Precision & Process Control
Medical cable assemblies require extremely tight tolerances and defect-free manufacturing.
Critical Manufacturing Capabilities
- Micro-coax and ultra-fine wire termination
- Precision crimping, soldering, and tinning
- Silicone or TPU overmolding
- Multi-layer EMI shielding
- Custom strain-relief molding
- PCB-to-cable termination
Process Control Indicators
- 100% in-process inspection
- Test logs and work instructions
- IPC/WHMA-A-620 certified workmanship
- Automated optical inspection (AOI)
- Operator skill certifications
Why It Matters
Even microns of misalignment can cause poor ultrasound imaging, robotic signal delays, or monitoring errors. A reliable supplier maintains strict, documented process control.
4. Verify Testing Capabilities (Electrical, Mechanical, Environmental)
Testing is the backbone of medical cable validation. Hospitals require cables that function flawlessly under stress, heat, motion, and cleaning cycles.
Necessary Test Types
| Test Category | Purpose |
|---|---|
| Electrical | Continuity, hipot, insulation resistance |
| Signal Integrity | Impedance, attenuation, micro-coax stability |
| Mechanical | Bend/flex cycles, pull force, torsion tests |
| Environmental | Heat, humidity, chemical resistance |
| Sterilization Simulation | Autoclave, ETO, chemical disinfection |
Ideal Performance Benchmarks
- >1 million flex cycles for high-mobility devices
- ±5 ohm impedance tolerance for imaging cables
- 20–40 lbs connector pull force
Why It Matters
Medical cables must perform flawlessly after exposure to repeated sterilization, twisting, motion, and long-term usage. Without rigorous testing, field failures are inevitable.
5. Review Customization Capabilities
Nearly all medical cables require customization. A supplier must support rapid engineering changes and prototyping.
What Strong Customization Looks Like
- No MOQ for prototypes
- Custom lengths, connectors, and wiring definitions
- Ability to combine electrical + fiber optic + tubing
- Rapid prototyping in 2–5 days
- 3D drawings and CAD/PDF delivery within 30 minutes–3 days
- Support for ergonomic housings and overmolded solutions
6. Evaluate Communication, Responsiveness & Technical Support
Poor communication causes production delays, failed prototypes, and compliance problems.
What You Need
- Fast response times (within 1–12 hours)
- Clear technical explanations and alternatives
- Video-call support for engineering discussions
- Transparent pricing and lead-time estimates
- A team that understands device-level application, not just cables
Why It Matters
Medical devices are complex. You need a supplier who collaborates—not just manufactures—and helps you solve engineering challenges.
Conclusion
Medical devices demand precision, stability, and unwavering reliability. From ultrasound probes to surgical robotics and patient monitoring systems, every signal, every pulse, and every diagnostic reading depends on a cable assembly that performs flawlessly — not just during lab testing, but through years of real clinical use.
Engineering Depth That Solves Real Medical Challenges
Whether you require ultra-fine micro-coax bundles, sterilization-resistant assemblies, high-flex robotic cables, IP-rated overmolding, or customized pin-outs, Sino-Conn’s engineering team delivers rapid 30-minute drawings, detailed technical feedback, and practical solutions for complex applications. We don’t just manufacture cables — we help optimize device reliability.
All assemblies undergo:
- 100% in-process and final inspection
- Signal integrity testing
- Flex, torque, strain, and environmental validation
- Full traceability & regulatory documentation (UL, ISO, RoHS, REACH, PFAS, ISO 10993)
Your product is built under strict medical-industry protocols to ensure long-term safety and performance.
Ready to Build Your Next Medical Cable Assembly?
Whether you’re developing:
- An advanced ultrasound probe
- A next-generation surgical robot
- A patient monitoring innovation
- A portable diagnostic system
- An imaging or endoscopy platform
- An ultra-fine wire harness for wearable health tech
Sino-Conn has the engineering capability, manufacturing strength, medical compliance, and rapid delivery system to bring your design to life — safely, reliably, and at scale.
Contact Sino-Conn today to discuss your custom medical cable assembly requirements.
Our team is ready to support you from concept to mass production with expert guidance, fast turnaround, and a commitment to quality trusted by global medical OEMs.




